










Serviços Personalizados
Artigo
 pdf em Português
pdf em Português Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por emailLinks relacionados
Compartilhar

 Permalink
PermalinkRFO UPF
versão impressa ISSN 1413-4012
RFO UPF vol.15 no.1 Passo Fundo Jan./Abr. 2010
Avaliação dimensional de slots de braquetes metálicos
Dimensional evaluation of metallic brackets slots
Tatiana Féres Assad-LossI; Larissa Maria CavalcanteII; Regina Maria Lopes NevesIII; José Nelson MuchaIV
IEspecialista em Ortodontia e mestra em Clínica Odontológica pela Universidade Federal Fluminense - RJ
IIMestra e Doutora em Clínica Odontológica, professora da Universidade Federal Fluminense - RJ
IIIMestra em Ortodontia e professora Adjunta de Ortodontia da Universidade Federal Fluminense - RJ
IVMestre e Doutor em Ortodontia, professor Titular de Ortodontia da Universidade Federal Fluminense - RJ
RESUMO
O presente trabalho teve por objetivo avaliar as dimensões de altura e profundidade dos slots de braquetes de diferentes ligas metálicas e processos de fabricação e verificar se existem diferenças entre eles e a dimensão divulgada pelo fabricante. Para tanto, as alturas e profundidades dos slots de 45 braquetes metálicos de nove marcas comerciais foram avaliados em microscópio óptico de medição universal com cinco vezes de aumento, em temperatura de 20 ± 0,5 ºC e umidade relativa do ar de 55% ± 10%. Foram obtidos médias e desvios-padrão das alturas e profundidades dos slots dos braquetes de cada grupo. A diferença entre a média e a dimensão divulgada pelo fabricante foi calculada e convertida em porcentagem. As dimensões dos slots apresentaram-se maiores do que a divulgada pelo fabricante, com uma variação de 1,8% a 10,9% na altura e de 8,2% a 49% na profundidade, exceto as do Grupo 5 (aço inoxidável, série light, moldagem por injeção, American Orthodontics), que apresentaram a profundidade 0,4% inferior em relação ao divulgado. Conclui-se, de maneira geral, que a dimensão real do slot dos braquetes metálicos testados é maior do que a divulgada pelo fabricante.
Palavras-chave: Ortodontia. Ortodontia corretiva. Braquetes ortodônticos.
ABSTRACT
The aim of this study was to evaluate the dimensions of height and depth of the metallic bracket slots of different alloys and manufacturing processes as well as to verify if there are differences between them and the amount disclosed by the manufacturer. The heights and depths of slots of 45 metal brackets from 9 types were evaluated by an Universal Measurement Optical Microscope (RBC Mitutoyo) increased 5X, 20 ± 0.5ºC and 55% ± 10% of relative humidity. Means and standard deviations of the heights and depths of slots of brackets in each group were obtained. The difference between the average size and the announced by the manufacturer was calculated and converted into percentage. The dimensions of the slots were higher than the ones showed by the manufacturer with a variation from 1.82% to 10.91% height and from 8.21% to 49% depth, except those of group 5 (stainless steel, light series, injection molding, American Orthodontics) that showed 0.4%, which was inferior in relation to what was presented. It is concluded that the real dimension of the metallic brackets slot tested is greater than that presented by the manufacturer.
Key words: Orthodontics. Corrective orthontics. Orthodontic brackets.
Introdução
Tradicionalmente, os braquetes ortodônticos são confeccionados a partir da liga de aço inoxidável austenítico, que apresenta em sua composição o cromo e o níquel, responsáveis pela resistência à corrosão1-3. Entretanto, os átomos de níquel não são fortemente ligados para formar componentes intermetálicos, existindo a probabilidade de liberação de íon da superfície da liga, o que levanta as questões de biocompatibilidade da mesma4-6. A maior parte das reações alérgicas causadas por aparelho ortodôntico se deve ao níquel presente na liga de aço inoxidável6; e 30% dos pacientes com conhecida alergia ao níquel desenvolvem reação a uma liga que contenha cromo1.
Em razão dos problemas relacionados à corrosão e sensibilidade ao níquel presente nos braquetes de aço inoxidável, novas ligas metálicas foram desenvolvidas, entre as quais os braquetes de titânio7. Estes, quando comparados aos de aço inoxidável, não apresentam o mesmo brilho8; sendo mais acinzentados e mais rugosos em textura9. Contudo, são equivalentes ou até melhores em relação a algumas propriedades mecânicas, tais como resistência à corrosão, força de adesão10; força de tensão8 e transmissão de força durante a aplicação de torção11. O braquete de titânio tem se mostrado em testes totalmente compatível com o ambiente bucal e superior em integridade estrutural quando comparado ao aço inoxidável11.
Existem também no mercado braquetes com cobertura de nitreto de titânio, que tem aspecto dourado e pode ser formado in situ, o qual recobre o braquete de aço inoxidável em procedimento a vácuo8. Essa cobertura oferece pobre proteção à liberação de níquel e não funciona como um braquete de titânio10.
Outra liga utilizada na confecção de braquetes é o cromo-cobalto, os quais apresentam dureza da superfície maior12 e porosidade superficial comparável13 à encontrada nos braquetes de aço inoxidável. Testes de resistência friccional mostraram resultados semelhantes13; ou ainda melhores14; para os braquetes de cromo-cobalto em comparação aos de aço inoxidável.
Em relação ao processo de confecção, os braquetes metálicos são tradicionalmente fabricados com técnicas de usinagem e fundição, originando braquetes angulados e afiados mais rugosos e volumosos15. Esse é um processo caro, pois 50 a 75% do metal utilizado é desperdiçado16.
Entretanto, nos últimos anos um novo método, menos dispendioso, tem sido adotado para confecção de braquetes ortodônticos metálicos: a moldagem por injeção do metal1, 12,16. Por este processo, o pó de metal é misturado a aglutinantes, lubrificantes e dispersantes, obtendo-se uma mistura homogênea que é injetada em formas. Os braquetes são formados dentro da geometria desejada, mas resultam de 17 a 22% maiores em suas dimensões, uma vez que ainda sofrerão a contração após o processo de sinterização, quando o calor, o solvente, ou ambos, serão responsáveis pela eliminação e remoção do aglutinante da mistura12.
Os produtos da moldagem por injeção têm tolerância estendida de aproximadamente 0,3% da dimensão desejada12,16 e permitem o uso de qualquer liga para a produção de braquetes ortodônticos. Independentemente das vantagens econômicas, este método de produção pode gerar sérias implicações no desempenho clínico dos braquetes ortodônticos12.
Uma característica importante do slot do braquete é sua dimensão, que, quando alterada, pode afetar a eficiência da mecânica ortodôntica de deslizamento17 por afetar a resistência friccional18 e a aplicação de momentos de torque19 e comprometer os movimentos de primeira, segunda e terceira ordens.
A evolução dos aparelhos ortodônticos resultou em duas dimensões dos slots dos braquetes ortodônticos, 0,018" (0,45 mm) ou 0,022" (0,55 mm), entre as quais o ortodontista deve escolher para efetuar o tratamento ortodôntico de seus pacientes20.
Os fabricantes não declaram o método que usam para a mensuração do slot nem a tolerância da dimensão do mesmo em seus catálogos ou embalagens19. Assim, pesquisadores têm avaliado a precisão da dimensão do slot dos braquetes utilizando diferentes instrumentos.
Meling et al.19 (1998) estimaram a altura do slot usando uma fórmula que descreve a relação entre largura do slot, altura e largura do fio, borda do fio e torção aplicada (ângulo formado da parede do slot e fio quando uma dobra de terceira ordem é aplicada). Basudan e Al-Emran17 (2001) mediram a altura do slot dos braquetes metálicos submetidos a diferentes métodos de recondicionamento em consultório com um microscópio de teste de microdureza com 100X de aumento. Cash et al.20 (2004) verificaram a geometria e a dimensão dos slots 0,022" utilizando o leitor digital Maxtascan®; nos quais foram realizadas duas medidas (no topo e na base). Jones et al.18 (2002) mediram as alterações dimensionais do slot do braquete de aço inoxidável resultantes do seu recondicionamento comercial num fotomicroscópio Wild M400® com 10X de aumento, utilizando lentes graduadas e micrômetro, o que permitiu medição linear direta.
O objetivo deste estudo foi medir as dimensões da altura e profundidade do slot de nove tipos de braquetes de diferentes ligas e processos de obtenção, além de comparar tais medidas às divulgadas pelo fabricante.
Materiais e método
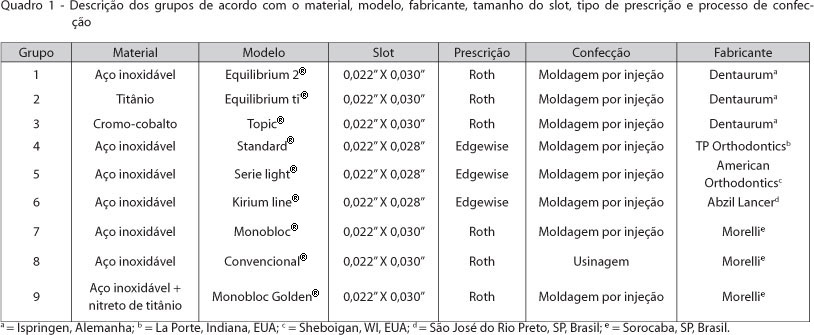
A amostra foi composta por 45 braquetes metálicos para caninos superiores, todos com slot 0,022, divididos em nove grupos de cinco braquetes cada4; de acordo com a liga do material, fabricante, método de confecção e especificações, como demonstrado no Quadro 1.
As dimensões dos slots (altura e profundidade) foram avaliadas por um único operador, treinado para esta medição, por meio do microscópio óptico de medição universal (RBC - Mitutoyo®; Certificado nº 2878/05 - Suzano, SP, Brasil), com 5X de aumento.
Nos grupos que apresentavam diferentes tamanhos de asas do slot, a altura da menor asa foi a medida adotada, uma vez que é a altura limite de contato do fio com o slot.
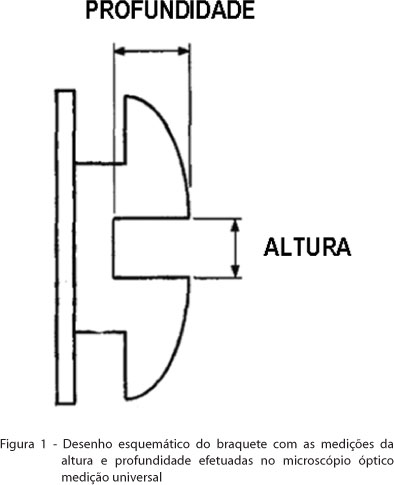
As condições ambientais durante o ensaio foram de temperatura de 20 ± 0,5 ºC e umidade relativa do ar de 55% ± 10%. Cada braquete foi colocado de perfil9 para se proceder às avaliações de acordo com a Figura 1.
Foram obtidas as médias e os desvios-padrão dos valores dos cinco braquetes de cada grupo para a altura e profundidade do slot. A diferença entre a média e a dimensão divulgada pelo fabricante foi calculada e convertida em porcentagem.
Resultados
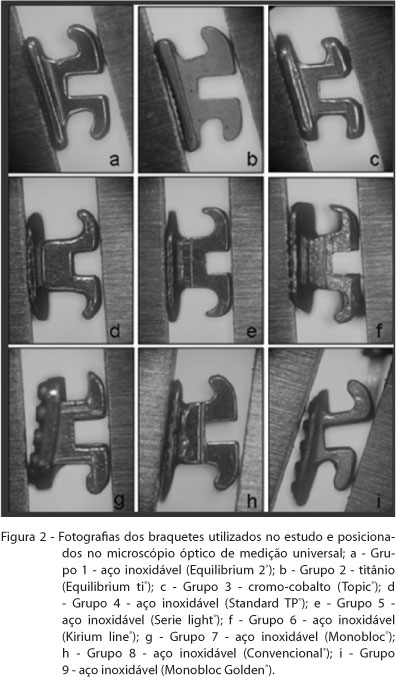
As fotografias de um braquete de cada grupo, os quais foram avaliados por meio do microscópio óptico de medição universal, estão apresentadas na Figura 2.
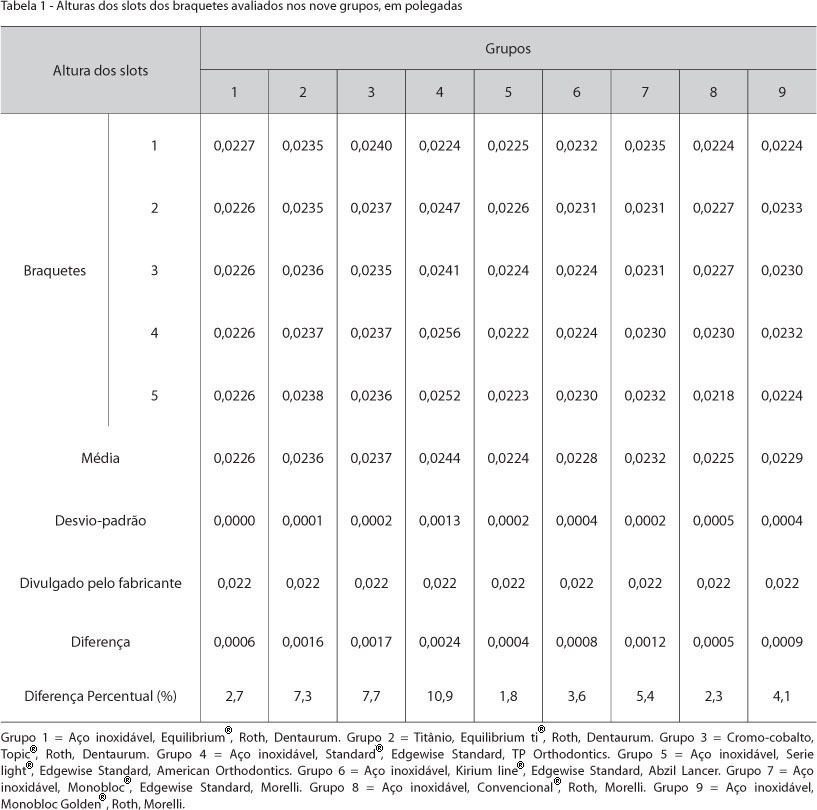
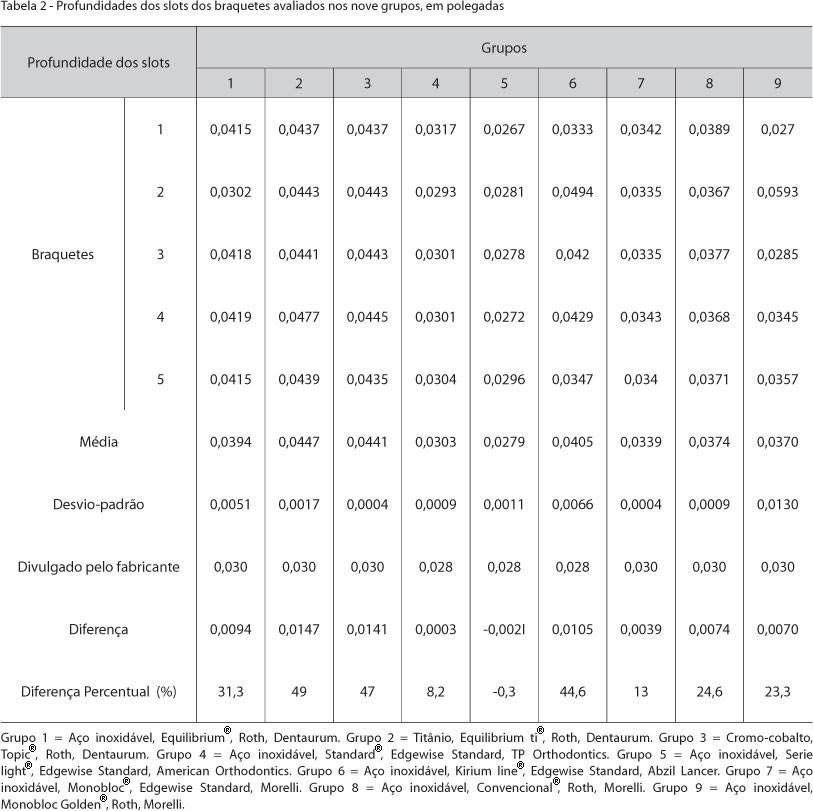
As medidas em polegadas obtidas das alturas e profundidades dos slots dos braquetes de cada grupo, bem como a média, o desvio-padrão, a diferença entre a média do grupo, a medida fornecida pelo fabricante e a diferença em porcentagem da medida fornecida pelo fabricante e a verificada neste estudo estão dispostas nas Tabelas 1 e 2.
Em todos os grupos foram verificadas dimensões do slot aumentadas em relação às divulgadas pelo fabricante. No Grupo 5 verificou-se a menor diferença, estando a altura aumentada em 1,8%; no Grupo 4 foi verificado slot 10,9% mais alto que o divulgado; os demais grupos apresentaram variação de 2,3% a 7,7%.
O desvio-padrão encontrado para todos os grupos foi muito pequeno, não excedendo a diferença encontrada entre a média e o padrão do fabricante.
Em relação à profundidade do slot, todos os grupos apresentaram valores aumentados, exceto o Grupo 5, que mostrou valores 0,3% menores que o apresentado pelo fabricante. Os Grupos 1, 2, 3, 6, 8 e 9 apresentaram valores bastante aumentados, variando de 23,3% a 49%. Os Grupos 4 e 7 apresentaram percentagem menor que a maior parte dos grupos, porém ainda aumentados em relação ao padrão do fabricante em 8,2% e 13%, respectivamente.
O desvio-padrão foi maior para as medidas de profundidade que os valores encontrados para a altura do slot, mostrando maior variação desta medida. No Grupo 9 o desvio-padrão foi maior que a diferença entre a média e o padrão do fabricante.
Discussão
O objetivo deste trabalho foi verificar a precisão entre a dimensão dos slots de braquetes metálicos de diferentes fabricantes e de diferentes materiais.
Quanto às dimensões dos slots, ao ser avaliada a altura do slot dos braquetes de todos os grupos, estes se apresentaram aumentados, variando este aumento de 1,82% a 10,91%. Outros autores também encontraram esta medida aumentada com variação ainda maior, de 5% a 24%18-20.
Os produtos da moldagem por injeção têm tolerância estendida de, aproximadamente, 0,3% da dimensão desejada12,16. Entretanto, as alterações dimensionais observadas foram maiores que esta tolerância. Essa tolerância dimensional é estabelecida para os braquetes confeccionados pelo processo de injeção de metal, uma vez que são formados dentro da geometria desejada, mas 17 a 22% aumentada para compensar a contração após a sinterização12.
Essa afirmação pode ser questionada, pois, caso não haja controle rígido desse processo, os braquetes podem não alcançar os valores de acordo com o padrão do fabricante. Esse fato pode ter ocorrido na presente amostra, composta em sua maior parte por braquetes confeccionados por moldagem por injeção.
O único grupo formado por braquetes confeccionados pelo processo de usinagem e fundição foi o Grupo 8, o qual pode ser comparado apenas ao seu correspondente do mesmo fabricante confeccionado pelo processo de moldagem por injeção de metal (Grupo 7). Os braquetes do Grupo 8 apresentaram menor variação na altura (2,3%) em relação aos do Grupo 7 (5,3%), porém a variação na profundidade foi maior para o Grupo 8 (24,6%), em comparação ao Grupo 7 (13%).
A comparação entre os Grupos 1, 2 e 3, compostos por braquetes do mesmo fabricante, mas de diferentes materiais, mostra que os braquetes de aço inoxidável (Grupo 1) apresentaram menores variações em relação ao divulgado pelo fabricante tanto em altura quanto em profundidade.
A variação encontrada para a altura do slot em relação ao padrão do fabricante foi menor que a variação em relação à profundidade do slot, ao contrário dos resultados de outros estudos, que encontraram diferença na profundidade de apenas 1,3% em relação ao relatado pelo fabricante18.
A medição da profundidade em alguns grupos foi dificultada em razão do arredondamento do ângulo externo, não permitindo uma precisa verificação de seu limite final, como pode ser observado na Figura 2.
Os Grupos 3, 4 e 9 mostraram grande arredondamento do ângulo externo, embora no Grupo 9 a delimitação tenha sido ainda mais dificultada, o que pode ser expresso pelo desvio-padrão aumentado.
A medição da profundidade apresenta uma dificuldade maior para a padronização da medição e não é possível saber até que ponto o fabricante considera para realizar sua medição. Talvez por este motivo não tenham sido encontrados muitos trabalhos na literatura até este momento sobre essa medida.
O Grupo 5 apresentou a menor variação tanto em relação à altura (1,8%) quanto à profundidade (-0,3%).
Os braquetes de aço inoxidável dos Grupos 1, 5 e 7 apresentaram pequena variação da altura do slot em relação ao padrão do fabricante, demonstrando o bom controle de qualidade desses produtos e a maior previsibilidade de resultados a serem obtidos.
No presente estudo os braquetes Edgewise Standard® e os com prescrições Roth apresentaram-se de maneira similar. Ainda, o processo de obtenção por moldagem por injeção ou por usinagem não se constitui em característica que tenha influência na largura ou profundidade dos slots, mas, sim, os cuidados e procedimentos industriais de cada fabricante.
Embora estudo anterior18 não tenha observado diferença significativa na resistência friccional em decorrência da alteração da dimensão do slot, novos trabalhos devem ser realizados com o objetivo de testar o efeito de tais alterações na mecânica ortodôntica, bem como em outros tipos de braquetes® confeccionados por outros fabricantes.
Conclusões
De acordo com a metodologia empregada neste estudo, avaliando-se a altura e profundidade dos slots de braquetes metálicos, pode-se concluir que:
- existem diferenças entre a altura e profundidade real do slot e a divulgada pelo fabricante;
- as alturas dos slots apresentaram-se maiores do que as divulgadas, com uma variação de 1,8% a 10,9%;
- as profundidades dos slots apresentaram-se maiores de 8,2% a 49%, exceto para os braquetes do Grupo 5 (aço inoxidável, série Light®), que apresentaram a profundidade 0,3% inferior em relação ao padrão.
Referências
1. Anusavice KJ. Phillips/Materiais Dentários. 10. ed. Rio de Janeiro: Guanabara Koogan; 1998. [ Links ]
2. Assad-Loss TF, Neves RML, Mucha JN. Composição química e aspecto superficial do slot de braquetes metálicos. Rev Dental Press Ortodon Ortop Facial 2008; 13(3):85-96. [ Links ]
3. Kusy RP, Whitley JQ. Friction between different wire-bracket configurations and materials. Semin Orthod 1997; 3(3):166-77. [ Links ]
4. Dolci GS, Menezes LM, Souza RM, Dedavid BA. Biodegradação de braquetes ortodônticos: avaliação da liberação iônica in vitro. Rev Dental Press Ortodon Ortop Facial 2008; 13(3):85-96. [ Links ]
5. Eliades T, Athanasiou AE. In vivo aging of orthodontic alloys: implications for corrosion potential, nickel release and biocompatibility. Angle Orthod 2002; 72(3):222-37. [ Links ]
6. Matasa CG. Biomateriais em ortodontia. In: Graber TM, Vanarsdall RL. Ortodontia: Princípios e Técnicas Atuais. 3. ed. Rio de Janeiro: Guanabara Koogan; 2002. p. 269-99. [ Links ]
7. Kapur R, Sinha PK, Nanda RS. Comparison of frictional resistance in titanium and stainless steel brackets. Am J Orthod Dentof Orthop 1999; 116(3):271-4. [ Links ]
8. Matasa CG. Titanium, a metal with a future in orthodontics. http://www.orthocycle.com/insider/insider_1995/september_1995.pdf; 8(3); 1995. [ Links ]
9. Kusy RP, Whitley JQ, Ambrose WW, Newman JG. Evaluation of titanium brackets for orthodontic treatment: Part I. The passive configuration. Am J Orthod Dentof Orthop 1998; 114(5):558-72. [ Links ]
10. Deguchi T, Ito M, Obata A, Koh Y, Yamagishi T, Oshida Y. Trial production of titanium orthodontic brackets fabricated by metal injection molding (MIM) with sinterizing. J Dental Research 1996; 75:1491-6. [ Links ]
11. Kapur R, Sinha PK, Nanda RS. Frictional resistance in orthodontic brackets with repeated use. Am J Orthod Dentof Orthop 1999; 116 (4):400-4. [ Links ]
12. Zinelis S, Annousaki O, Makou M, Eliades T. Metallurgical characterization of orthodontic brackets produced by metal injection molding (MIM). Angle Orthod 2005; 75(6):1024-31. [ Links ]
13. Moore MM, Harrington E, Rock WP. Factors affecting friction in the pre-adjusted appliance. Eur J Orthod 2004; 26(6):579-83. [ Links ]
14. Redlich M, Mayer Y, Harari D, Lewinstein I. In vitro study of frictional forces during sliding mechanics of "reduced-friction" brackets. Am J Orthod Dentof Orthop 2003; 124 (1):69-73. [ Links ]
15. Ogata RH, Nanda RS, Duncanson MG, Sinha PK, Currier GF. Frictional resistances in stainless steel bracket-wire combinations with effects of vertical defections. Am J Orthod Dentof Orthop 1996; 109(5):535-42. [ Links ]
16. Cohrt H. Metal injection molding. Mater World 1999; 7:201-3. [ Links ]
17. Basudan AM, Al-Emran SE. The effects of in-office reconditioning on the morphology of slots and bases of stainless steel brackets and on the shear/peel bond strength. J Orthod 2001; 28(3):231-6. [ Links ]
18. Jones SP, Tan CCH, Davies EH. The effects of reconditioning on the slot dimensions and static frictional resistance of stainless steel brackets. Eur J Orthod 2002; 24:183-90. [ Links ]
19. Meling TR, Ødegaard J, Segner D. On bracket slot height: a methodologic study. Am J Orthod Dentof Orthop 1998; 113(4):387-93. [ Links ]
20. Cash A, Good S, Curtis R, Mcdonald F. An evaluation of slot size in orthodontic brackets - are standards as expected? Angle Orthod 2004; 74(4):450-3. [ Links ]
 Endereço para correspondência:
Endereço para correspondência:
Tatiana Féres Assad-Loss
Rua Santa Rosa, 96, Santa Rosa
24220-240 Niterói - RJ
Fone: (21) 2612-8691
E-mail: tatianaassad@yahoo.com.br
Recebido: 05.10.2008
Aceito: 14.12.2009

{kind=link}
{kind=link}
{kind=link}